How Defrosting Machines Work and Their Advantages Over Traditional Defrosting Methods
Strayfield RF defrosting machines use electromagnetic energy to heat food directly (as opposed to convective heating). This is faster and more efficient than traditional methods. Our machines can defrost meat up to 50 times faster than traditional defrosting methods, making it an ideal meat thawer. Our RF meat defrosting machines are gentler on the food product, preserving the quality of the meat.
Benefits of Strayfield’s rapid defrosting for the food industry
Why Radio Frequency Defrosting and Tempering is replacing Conventional Thawing in the Food Processing Industry
For decades, meat and seafood processors have relied on conventional thawing, which are slow, wasteful processes that take 24 to 48 hours, cause around 6% product weight loss through drip, and create significant bacterial risk. Strayfield’s Radio Frequency (RF) defrosting machines eliminate these problems entirely, replacing conventional thawing with a continuous, in-line process that tempers frozen product from -18°C to -2°C in under 15 minutes
Introducing Magnafrost, our latest Radio Frequency defrosting and tempering machine for meat and seafood. Magnafrost is an advanced industrial defrosting solution designed for uniform, controlled defrosting and tempering of frozen meat and seafood.
Washdown Rated
All electrical enclosures are IP65 rated and exposed conveyor components are IP69 rated, enabling complete machine washdown in high-hygiene environments.
Designed for Cold Room Operation
Engineered to perform efficiently in cold room conditions while maintaining consistent output and product quality.
Clean-in-Place (CIP) Conveyor Belt Wash System
Integrated CIP system enables automated belt cleaning with efficient water usage, reducing downtime and manual effort.
Remote Connectivity & Online Dashboard
Monitor performance in real time with remote access to production data, diagnostics, and machine health. Integrated dashboards enable data logging, analytics, and seamless connectivity across your processing line.
Increased Efficiency
Rapid defrosting reduces the time it takes to thaw food products, allowing for faster production and increased efficiency. This is especially important for businesses that need optimal or maximum production or processing
Improved Quality
Rapid defrosting ensures that food products are thawed quickly and evenly, resulting in better quality and consistency. This helps to maintain the flavor, texture, and nutritional value of the food.
Flexible Product Compatibility
Rapid defrosting helps to reduce the amount of waste generated by the food industry. By quickly thawing food products, businesses can reduce the risk of bacterial growth and extend the life of their products.
The Importance of a Meat Defrosting/Thawing Machine and Food Tempering
In the food processing industry, rapid defrosting has become an essential process to reduce the time between the freezing and the further processing of food products. Rapid defrosting allows for the quick and safe thawing of frozen food, saving time and reducing the risk of spoilage. The quicker and more efficient the process, the better the results. Strayfield’s Radio Frequency (RF) heaters are a game-changer in the world of rapid tempering/defrosting or thawing of meat, seafood & fruit pulps.
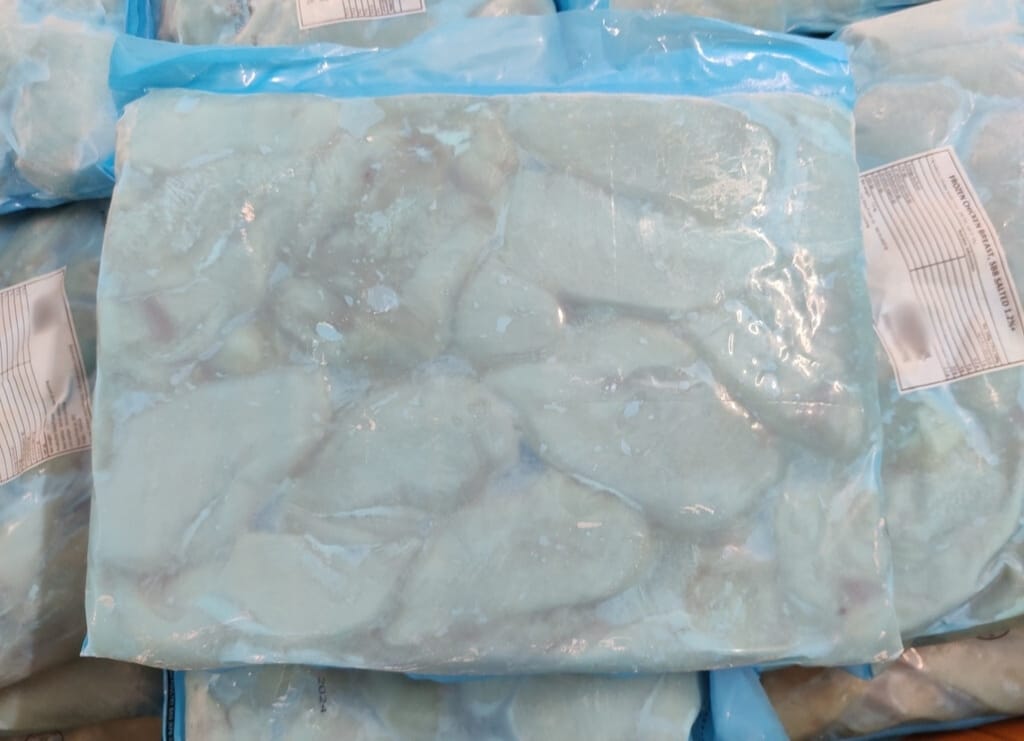
Defrosting Fish and Seafood with Strayfield
RF Defrosters: Efficiency and Preservation of Texture Strayfield RF defrosting machines are equally effective for fish, seafood and IQF thawing applications. The delicate texture and quality of fish and seafood make conventional air and water thawing methods particularly damaging, as surface heating causes moisture loss and texture degradation before the core has thawed. Strayfield’s low density flat plate electrode design generates a gentle, uniform RF field that defrosts fish and seafood uniformly from surface to core, preserving quality and reducing the drip loss of conventional thawing. Compatible with naked product, carton boxes, polyethylene bags and plastic crates
Technology Advantages
RF technology enables continuous flow lines, allowing for high productivity rates. Unlike traditional methods that require batch processing or individual handling, Strayfield’s RF tempering machines can be integrated into automated production lines, ensuring a continuous and efficient thawing process. This eliminates downtime between batches, resulting in increased overall productivity.
Uniform thawing is crucial to minimize drip losses in the defrosting process. RF technology provides a consistent and controlled heating environment, ensuring an even thawing rate across the entire product. This uniformity helps to preserve the quality and integrity of the food, reducing the loss of valuable juices and moisture.
Short processing times are advantageous in minimizing the growth of microbes during thawing. RF technology offers rapid and precise heating capabilities, allowing for extremely short processing times. The quick and efficient thawing process limits the exposure of the product to temperatures that promote microbial growth, effectively reducing the risk of bacterial contamination.
RF systems can be designed to occupy a relatively smaller footprint compared to traditional thawing methods. This reduction in floor space requirement is beneficial for food processing facilities where space optimization is crucial. By utilizing RF technology, companies can make the most efficient use of their available floor area, optimizing their overall operational efficiency.
Strayfield Advantages
Energy efficiency: Highest energy efficiency in the industry
Filtered Oscillator design: Strayfield is the only manufacturer with a filtered oscillator design that adheres to EN55011 and is truly CE compliant
Double electrode balanced output: Isolated energy in the area of application that minimises the return current paths through the structure of the machine, thereby reducing RF emissions and improving efficiency.
Automatically adjusting electrodes that ensure controlled power and unmatched arc suppression
Flat electrodes: Lower power density as opposed to rod electrodes, ensuring uniform and gentle thawing.
Differences between RF and Microwave Technologies
RF technology uses high-frequency electromagnetic fields to heat and thaw materials, usually at 27.12 Mhz. The energy penetrates the material and generates heat through the friction created by the movement of water molecules. Microwave technology uses ultrahigh frequency traveling electromagnetic waves to heat and thaw materials, usually at 915 Mhz or 2.45 Ghz. The energy is absorbed by the material, causing the molecules within it to vibrate and generate heat. Microwave technology is commonly used in household appliances, such as microwave ovens, and is suitable for small-scale and batch production Put simply, RF technology uses lower frequencies i.e. longer wavelengths compared to microwave technologies. This allows RF energy to penetrate deeper into the material and generate heat more homogeneously from the core to the surface. The longer wavelength also allows the electromagnetic field to spread more uniformly over a wide conveyor belt thereby providing uniform field intensity over a long and wide defrosting tunnel. The following are key advantages of RF vs Microwave in industrial tempering:
Efficiency
RF technology is more efficient than microwave technology at large volumes from an investment & productivity standpoint. Lesser number of power modules are required as compared to Radio Frequency generators, also the need for gantry systems does not exist. Conveyor belts in RF defrosting machines are wider allowing for slower and gentler defrosting at the same productivity level
Capacity
RF technology is suitable for large-scale production, while microwave technology is better suited for small-scale applications. This is because, RF energy has the capability to penetrate large volumes of mass evenly/uniformly as opposed to microwaves. This allows RF defrosting to achieve average temperatures of -2 °C much easier than microwave systems which usually work better upto -4 °C
Dielectric properties
The dielectric loss factor of ice below -10 °C is much lower at microwave frequencies, estimated to be almost 29 times lower, as compared to RF frequencies. A low dielectric loss factor would result in higher energy consumption to heat up the same mass of ice as compared to RF thus resulting in extremely inefficient heating of deep-frozen materials
A case study on RF tempering using Strayfield
Discover how our RF defrosting technology is setting new standards in the food industry. Dive into our case study on butter defrosting to see how our units ensure rapid and consistent tempering without compromising quality.
*All figures are tentative. Production rates may be higher or lower based on final product presentation and process requirements
Defrosting Lines For
Whole Fish
Chicken
Fruit Pulps
Meat Packages
Frozen Vegetables
Surimi
Pork Belly
Beef
Contact us to upgrade Your thawing process
Don’t settle for outdated methods for your defrosting process. Upgrade to Strayfield’s RF Tempering & Defrosting Equipment and experience the benefits of efficient and consistent heating, reduced waste, and high-quality production.