
What is Banana Fibre?
Banana fibre is a natural fibre extracted from the pseudo-stem of banana plants after fruit harvesting. Traditionally considered agricultural waste, the banana stem is now recognised as a valuable source of sustainable fibre used in textiles, ropes, mats, handicrafts, paper, packaging materials, and composite products.
As industries increasingly seek environmentally responsible alternatives to synthetic materials, banana fibre has gained attention for its strength, durability, biodegradability, and renewable nature. By converting agricultural by-products into commercially valuable materials, banana fibre supports both sustainability goals and circular economy initiatives.
However, producing high-quality banana fibre requires careful processing at every stage, particularly during moisture removal and drying.
Why Drying is Critical in Banana Fibre Processing
After extraction and washing, banana fibre contains a significant amount of moisture. Before it can be processed into yarns, textiles, or industrial products, this moisture must be reduced to a controlled level.
Drying plays a crucial role in determining:
- Fibre strength and durability
- Appearance and colour consistency
- Storage stability
- Resistance to mould and microbial growth
- Processing performance during spinning, weaving, and further manufacturing Inconsistent drying can result in quality variations, fibre damage, and production inefficiencies, affecting the value of the final
Challenges of Conventional Banana Fibre Drying
Many banana fibre processors rely on sun drying or conventional hot-air drying systems. While these methods can remove moisture, they often introduce challenges that impact both productivity and product quality.
Long Drying Times
Natural fibres can require extended drying periods, creating bottlenecks in production and increasing work-in-progress inventory.
Uneven Moisture Distribution
Surface drying often occurs faster than internal moisture removal, resulting in non-uniform moisture levels throughout the fibre bundle.
Risk of Discolouration
Excessive heat exposure during conventional drying can affect the natural appearance of banana fibre, reducing its market appeal.
Fibre Damage
High temperatures and prolonged drying cycles may impact fibre structure, potentially affecting strength and processing performance.
Dependence on Weather Conditions
Sun drying remains common in many regions but is highly dependent on climate conditions, making production planning difficult and inconsistent.
As demand for banana fibre products grows, manufacturers require drying solutions that deliver faster throughput, consistent quality, and better process control.
How RF Drying Works
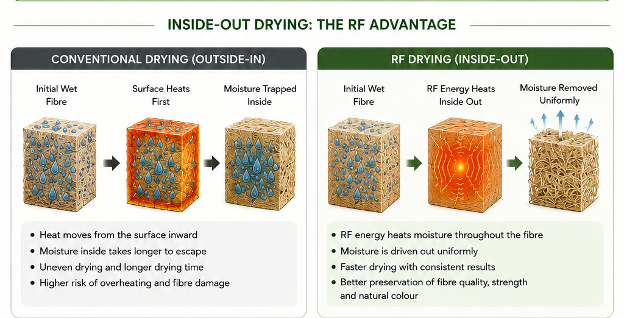
Radio Frequency (RF) drying uses high-frequency electromagnetic energy to heat moisture directly within the material.
Unlike conventional systems that rely primarily on heat transfer from the surface inward, RF technology generates heat throughout the fibre mass simultaneously. Moisture is heated volumetrically and driven out more uniformly, enabling faster and more controlled drying.
This inside-out drying mechanism helps reduce moisture variations while maintaining fibre quality throughout the process.
Benefits of Strayfield RF Drying for Banana Fibre
Faster Drying Cycles
RF technology significantly accelerates moisture removal compared to many conventional drying methods, helping processors increase production throughput and reduce processing time.
Uniform Moisture Distribution
By heating moisture throughout the fibre bundle, RF drying promotes more consistent moisture levels across the entire product, reducing quality variations.
Improved Fibre Quality
Gentle and controlled moisture removal helps preserve the natural characteristics of banana fibre, including its texture, appearance, and mechanical properties.
Reduced Risk of Overheating
RF drying minimizes the likelihood of localised overheating, scorching, or thermal damage often associated with prolonged conventional drying.
Better Process Control
Processors can achieve more precise final moisture levels, improving consistency for downstream manufacturing operations.
Increased Production Efficiency
Shorter drying times and improved consistency help manufacturers reduce bottlenecks, improve workflow, and enhance overall plant productivity.
Applications of RF-Dried Banana Fibre
Properly dried banana fibre can be used across a wide range of industries, including:
- Sustainable textiles and fabrics
- Home furnishing products
- Ropes and cordage
- Mats and woven products
- Handmade paper
- Eco-friendly packaging materials
- Reinforcement fibres for composite applications
- Technical and industrial textile products
As global demand for sustainable materials continues to increase, manufacturers require reliable processing technologies that support both quality and scalability.
Why Choose Strayfield MagnaTex RF Dryers for Banana Fibre Processing
Strayfield MagnaTex RF Dryers are designed to help fibre processors achieve faster, more uniform, and more efficient drying while preserving product quality.

By applying Radio Frequency technology to moisture removal, MagnaTex enables manufacturers to:
- Improve drying consistency
- Reduce processing time
- Maintain fibre quality
- Achieve better moisture control
- Increase production efficiency
- Support large-scale commercial operations
For banana fibre producers seeking to improve product quality while increasing throughput, RF drying offers a modern and effective solution that aligns with the growing demand for sustainable natural fibres.
Conclusion
Banana fibre is rapidly emerging as a valuable sustainable material for textile and industrial applications. However, achieving consistent quality depends heavily on effective moisture management during processing.
Strayfield Radio Frequency drying provides a faster, more uniform, and more controlled approach to moisture removal, helping processors improve product quality, increase operational efficiency, and meet the demands of a growing market.
As the adoption of banana fibre continues to expand worldwide, advanced drying technologies such as Strayfield MagnaTex RF Dryers can play a key role in supporting efficient and scalable production.
